
Start with the "Pre conditions" then continue with one of the others: 'Z probe XY offset', 'Toolhead XY offset' or 'Verify a configured Toolhead XY offset'.
Pre conditions
Z Probe XY offset
Toolhead XY offset
Verify a configured Toolhead XY offset
All macros in a zip file
Notes:
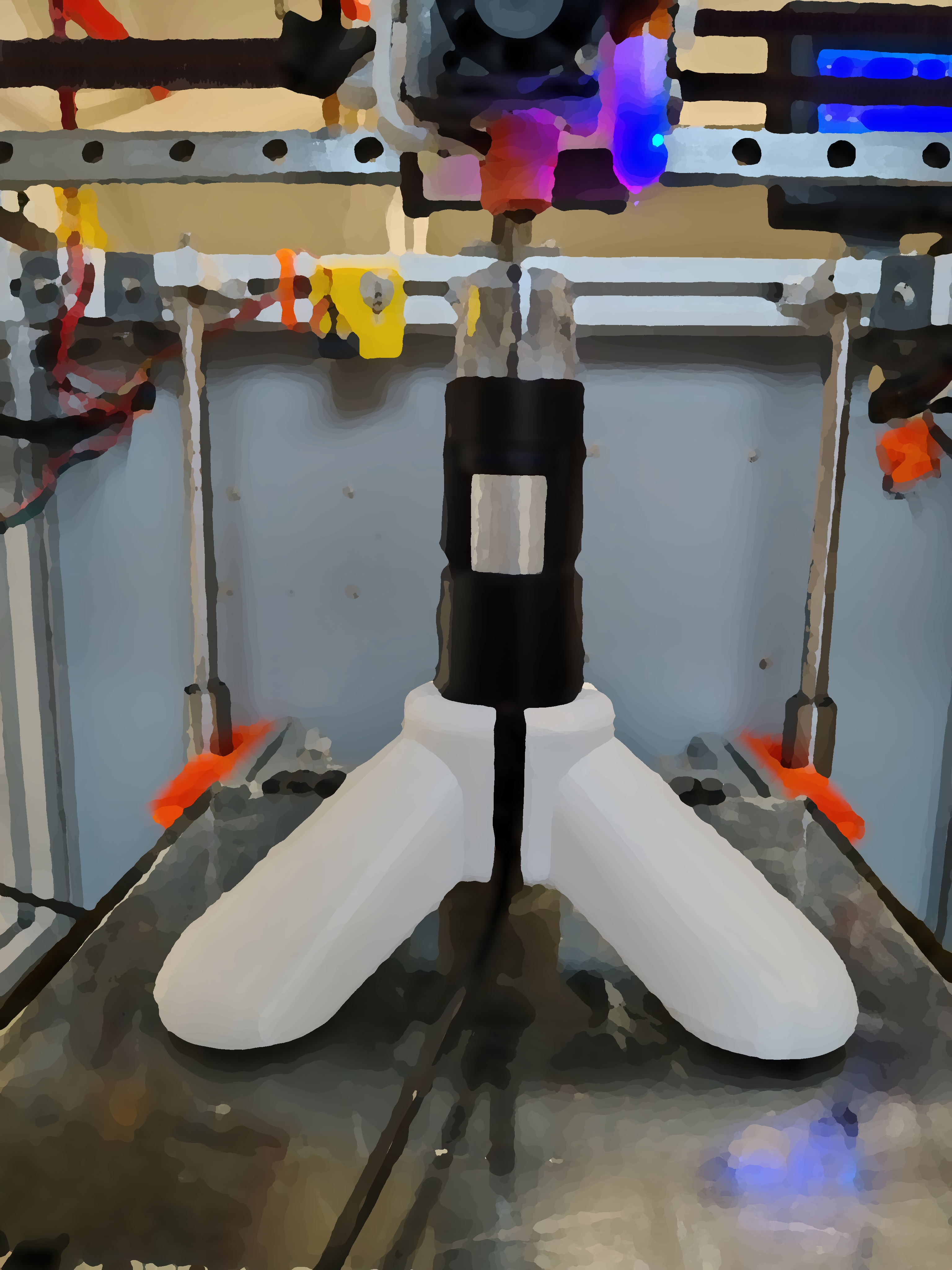
- Switching between toolheads, or moving the build plate up and down, may result in a small move of the pedestal.
Preventing these small moves is essential. Use tape, a glue stick, magnets, or "your own solution" to fixate the pedestal.
To prevent small movements of the pedestal on the glass plate, I glued rubber bicycle tire patches on the pedestal soles.
Fixate the USB cable of the digital microscope to the build plate with a clamp.
- The Microscope: model MGH1000, with USB, zoom 50x-1000x, with led lights, manual focus.
- The used home-build 3d printer has 2 toolheads and a 3D Touch Z-Probe. The brass nozzle of T0 is 0.4 mm and the nozzle of T1 is dark coated and 0.5 mm.
- Z probe video on YouTube: https://youtu.be/as7cRlt4-P8
- Toolhead video on YouTube: https://youtu.be/NM7vnbmB8MY
- Verify video on YouTube: https://youtu.be/y0yfwhnP2o4
- The pedestal is on Thingiverse: https://www.thingiverse.com/thing:6888777